












 Дом
Дом Продукты
Продукты







29+ years in pharmaceutical machinery, covering capsule filling, tablet pressing, blister packaging, tablet and capsule counting, cartoning, GMP production, and overseas machine service.

В фармацевтической, пищевой и повседневной химической упаковочной промышленности морщины при горячей запайке блистеров являются одной из самых распространённых и проблемных проблем качества. Многие производители страдают от неровных поверхностей запайки, косых складок и нерегулярных заломов при высокообъёмномблистерная упаковкапроизводстве. Эти незаметные, но проблемные складки не только портят эстетический вид готовой продукции, но и приводят к ряду практических производственных потерь. Хуже того, неудовлетворительное качество запайки может не пройти проверки по промышленным стандартам, повлиять на соответствие продукции требованиям и в долгосрочной перспективе нанести ущерб репутации бренда.
Большинство традиционных машины для блистерной упаковки из алюминия и ПВХне могут принципиально решить проблему складок. Их нестабильные механические характеристики и устаревшая конструкция делают производство сильно зависимым от ручной настройки и опыта операторов. Качество производства сильно колеблется, и сложно поддерживать стабильный результат запайки без складок при длительной непрерывной работе.
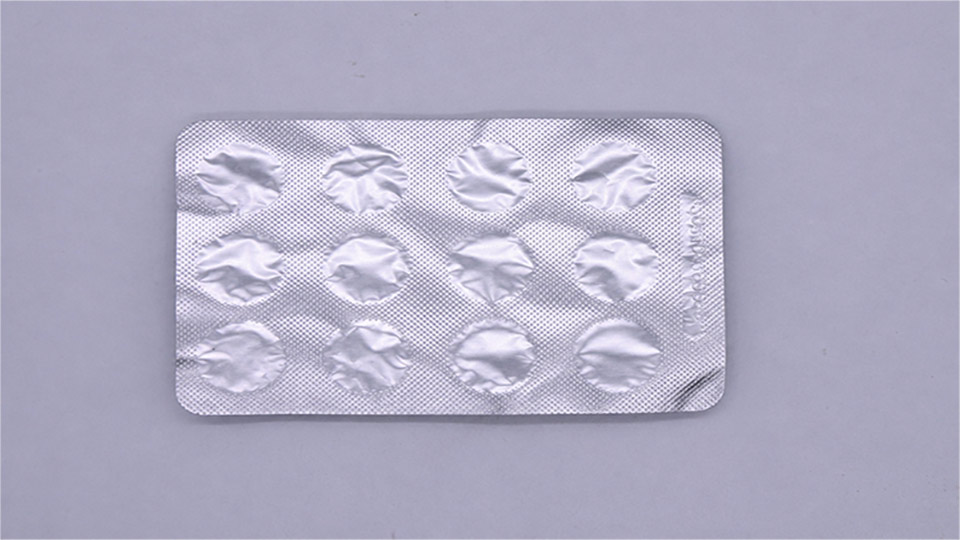 Складка алюминиевой фольги
Складка алюминиевой фольги
Чтобы принципиально устранить складки, необходимо понять, почему они возникают в процессе горячей запайки. Основные причины можно свести к следующим:
Традиционные блистерные упаковочные машины для таблетокиспользуют точечный нагрев или простые плитообразные нагревательные структуры без точной зональной калибровки температуры. В процессе непрерывного высокоскоростного производства запаечная плита испытывает заметные колебания температуры, локальный перегрев или недостаточный нагрев. Разные упаковочные материалы, включая медицинскую алюминиевую фольгу, жёсткий ПВХ и барьерные ПВДХ-плёнки, имеют различные коэффициенты теплового расширения. Неравномерное распределение тепла приводит к неодинаковой степени плавления и размягчения по всей зоне запайки. Перегретые участки вызывают чрезмерную усадку материала, тогда как недостаточно нагретые участки не обеспечивают равномерного склеивания, что в итоге приводит к образованию нерегулярных термических складок и волнообразных краёв запайки.
Традиционные станции блистерной запайки с трудом обеспечивают равномерное и сбалансированное давление по всей поверхности запайки. Неравномерное усилие прессования приводит к частичному чрезмерному выдавливанию и частичному недостаточному ламинированию при горячей запайке. Нестабильное механическое давление напрямую вызывает складки от выдавливания, нечёткую структуру запайки и необратимые складки давления, которые невозможно полностью устранить повторной ручной настройкой.
2.3 Непостоянное натяжение алюминиевой фольги из-за изменения диаметра рулона
Алюминиевая фольга имеет высокую плотность и значительный собственный вес, из-за чего её натяжение при размотке крайне чувствительно к изменению диаметра рулона. В процессе непрерывного производства диаметр рулона алюминиевой фольги постепенно уменьшается, что приводит к постоянному изменению силы размотки и тягового сопротивления. Традиционные системы с фиксированным натяжением не могут обеспечить адаптивную компенсацию. Несоответствие тягового усилия вызывает чередование состояния натянутой и ослабленной подачи, что приводит к неравномерному поверхностному напряжению, отклонению алюминиевой фольги, провисанию и поперечным складкам, являющимся одними из самых стойких дефектов качества в производстве алюминиево-пластиковой запайки.
ПВХ обладает нестабильными коэффициентами усадки и сопротивлением растяжению до и после нагрева, что является естественной характеристикой материала, к которой традиционные блистерные упаковочные машины для капсул не способны адаптироваться. Оборудованные только обычными двигателями с фиксированной скоростью без электронной индукционной коррекции и поэтапного серво-привода, традиционные блистерные машины не могут различать требования к натяжению не нагретого и нагретого ПВХ. Нестабильная вертикальная подача и несбалансированное колебательное натяжение приводят к провисанию материала, отклонению влево-вправо и вибрациям. Смещённый и ослабленный ПВХ фиксируется в деформированном состоянии после горячего прессования, образуя регулярные косые складки, провисание краёв и неравномерные дефекты формования.
Соответствуя четырём основным причинам образования складок, блистерная машина с роликовой плитой RQ-DPH-270MAX применяет четыре набора профессиональных и проверенных технических оптимизаций для достижения горячей запайки без складок.
Оснащённая современным PID-алгоритмом управления температурой, наша нагревательная станция использует многозонный линейный режим нагрева для обеспечения точного, стабильного и энергоэффективного нагрева. В отличие от традиционного точечного нагрева с сильными температурными отклонениями, многосекционная линейная структура нагрева обеспечивает равномерное распределение тепла по всей запаечной плите, обеспечивая быстрый отклик, высокую тепловую эффективность и снижение энергопотребления.
Нагревательная плита имеет регулируемую модульную конструкцию, которая может гибко адаптироваться к формам разных размеров и спецификаций, обеспечивая высокую производственную совместимость. Кроме того, поверхность нагрева покрыта высоко-качественное плоское тефлоновое покрытие, которое значительно повышает общую эффективность теплопроводности, обеспечивает равномерное размягчение и плавление материала и полностью предотвращает складки термической деформации и волнистые края запайки, вызванные локальным перегревом или неравномерным нагревом.
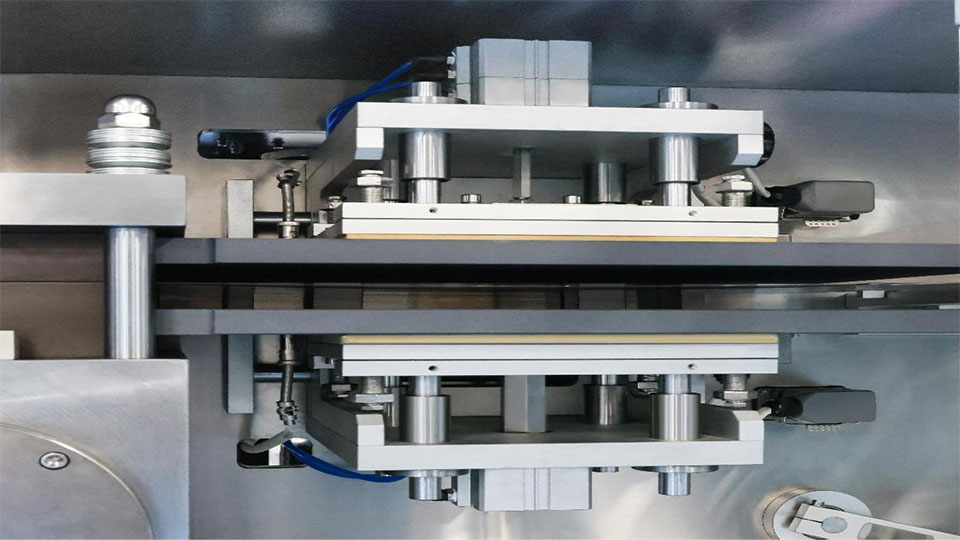
Система PID-нагрева
В отличие от традиционных машин для блистерной упаковки таблеток, которые полагаются на громоздкую ручную регулировку винтами и гайками для настройки давления вверх-вниз, наша блистерная упаковочная машина использует конструкцию автоматической регулировки давления цилиндром для станции горячей запайки. Цилиндр автоматически выполняет точную регулировку давления, что просто, быстро и высокоэффективно. Это позволяет избежать нестабильного давления и человеческих ошибок, вызванных ручной настройкой винтов. Сбалансированное и стабильное давление запайки обеспечивает чёткую и аккуратную текстуру шва без деформации от выдавливания и складок, полностью устраняя дефекты смятия, вызванные давлением, и обеспечивая ровное, высококачественное запаивание в непрерывном производстве.
Из-за высокой плотности и большого веса алюминиевой фольги давление размотки и натяжение сильно меняются в зависимости от оставшегося диаметра рулона в процессе производства. Изменение размера рулона приводит к нестабильной тяговой силе, что легко вызывает отклонение натяжения и постоянные складки фольги. Для решения этой отраслевой проблемы блистерная упаковочная машина RQ-DPH-270MAX использует усовершенствованный цилиндровый модуль для формирования непрерывно изменяемого и адаптивного натяжения. Система автоматически компенсирует различия натяжения, вызванные разными диаметрами рулонов алюминиевой фольги, поддерживая постоянное и сбалансированное рабочее давление во всех режимах работы. Она реализует интеллектуальную автоматическую регулировку натяжения при размотке алюминиевой фольги, полностью устраняя провисание фольги, отклонение натяжения и термическую деформацию и обеспечивая подачу алюминиевой фольги без складок и стабильность в течение длительного производства.
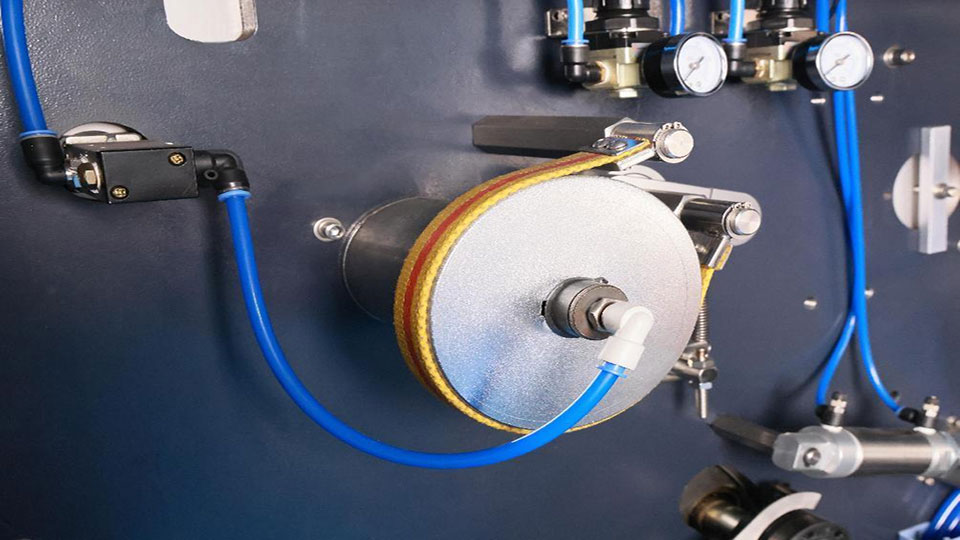
Система постоянного натяжения для станции алюминиевой фольги
Материал PVC имеет различные коэффициенты усадки и сопротивление растяжению до и после нагрева, что является основной причиной отклонения подачи и складок в традиционных блистерных машинах. Чтобы устранить этот конструктивный недостаток, наша высокоскоростная блистерная упаковочная машина оснащена профессиональной электронной индукционной системой автоматической подачи и коррекции отклонения. Для ненагретых PVC материалов двигатель подачи обеспечивает стабильную мощность, а непрерывный маятник балансировки натяжения с противовесом реализует вертикальную транспортировку под углом 90℃.
Эта конструкция поддерживает постоянное и сбалансированное натяжение сырого PVC материала, сохраняя материал ровным и полностью предотвращая провисание и смещённые складки до нагрева. Для нагретых PVC материалов с изменённой усадкой и прочностью используются высокоточные сервомоторы для синхронного протягивания и транспортировки. Она обеспечивает стабильную, быструю и точную передачу и формование материалов с различными характеристиками термической усадки, эффективно устраняя складки подачи, отклонение материала и неравномерное формование, вызванные несогласованным натяжением до и после нагрева.
Технические оптимизации этой автоматической блистерной упаковочной машины приносят прямые и значительные экономические выгоды упаковочным предприятиям, помогая вам повысить качество производства и снизить общие затраты.
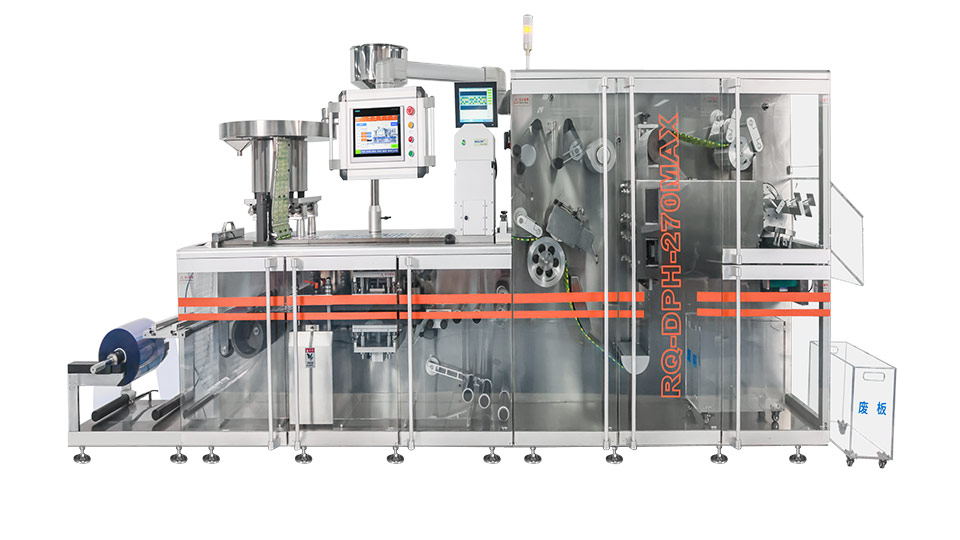 Роликовая блистерная машина RQ-DPH-270MAX
Роликовая блистерная машина RQ-DPH-270MAX
Благодаря четырём ключевым технологиям, включая точный PID нагрев с постоянной температурой, автоматическую стабилизацию давления цилиндром, точную коррекцию отклонения PVC и высокоэффективную систему удаления воздуха, блистерная упаковочная машина alu-PVC обеспечивает полностью ровную запайку без пузырей, складок или вогнуто-выпуклых деформаций. Готовые блистерные упаковки имеют равномерные края запайки и чёткую текстуру, полностью соответствуют стандартам GMP медицинской отрасли, высоким требованиям упаковки пищевой и бытовой химической продукции, а также требованиям к внешнему виду международных брендов. Это эффективно повышает уровень продукта и рыночную премиальность, помогая производителям формировать премиальный имидж бренда.
Полностью устраняет распространённые дефекты традиционных блистерных машин, такие как термические складки, плохая запайка и брак из-за отклонения материала, значительно снижая уровень брака и отходы сырья. Благодаря автоматической регулировке давления, интеллектуальной коррекции подачи и энергосберегающему контролю нагрева машина для блистерной упаковки таблеток больше не требует опытных специалистов для повторной ручной настройки и переделок, значительно снижая затраты на рабочую силу, обслуживание и производственные потери, а также уменьшая эксплуатационные расходы предприятия в долгосрочном массовом производстве.
Капсульная блистерная упаковочная машина поддерживает длительнуюнепрерывную высокоскоростную работу с полностью интеллектуальным управлением температурой, давлением, натяжением и удалением воздуха. Она позволяет избежать частых остановок производства, переделок и простоя линии, вызванных нестабильным качеством запайки. Сохраняя 100% качество запайки без складок, она обеспечивает непрерывный высокоэффективный выпуск, балансируя высокую скорость производства и высокий процент годной продукции, и значительно повышает эффективность отгрузки и способность выполнения заказов.
Оснащена регулируемой модульной структурой нагрева, сегментированной сервоприводной тягой и самонастраивающейся системой давления, фармацевтическая блистерная машина совместима с различными упаковочными материалами, такими как PVC, PET и алюминиевой фольги, адаптируясь к различной толщине, спецификациям и коэффициентам усадки материалов. Она широко используется для блистерной упаковки медицинских таблеток, капсул и товаров бытовой химии. Благодаря гибкому и быстрому переключению параметров она идеально соответствует разнообразным и гибким производственным требованиям современных упаковочных предприятий.
 Блистерная упаковка капсул, таблеток и мягких желатиновых капсул
Блистерная упаковка капсул, таблеток и мягких желатиновых капсул
Складки запайки больше не являются неизбежным отраслевым дефектом. Большинство проблем складок блистерной упаковки вызваны устаревшей конструкцией оборудования, а не неправильной ручной эксплуатацией. Оптимизируя контроль температуры, баланс давления, стабильность натяжения и эффективность удаления воздуха, профессиональная алюмо-пластиковая блистерная машина полностью решает ключевую проблему складок горячей запайки, помогая производителям упаковки достичь стандартизированного, стабильного и высококачественного автоматизированного производства.
Если вас беспокоят складки блистерной запайки, высокий уровень брака и нестабильное качество производства, приглашаем связаться с нами для бесплатного тестирования образцов, настройки параметров и инспекции завода. Мы предоставляем комплексные профессиональные решения для блистерной упаковки, адаптированные под ваши производственные потребности.

Электронное письмо : manager@richpacking.cn
Building D, No. 226, Beishan Qiaotou Street, Haizhu District, Guangzhou City, Guangdong Province, China





 Поддерживается сеть IPv6
Поддерживается сеть IPv6